- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



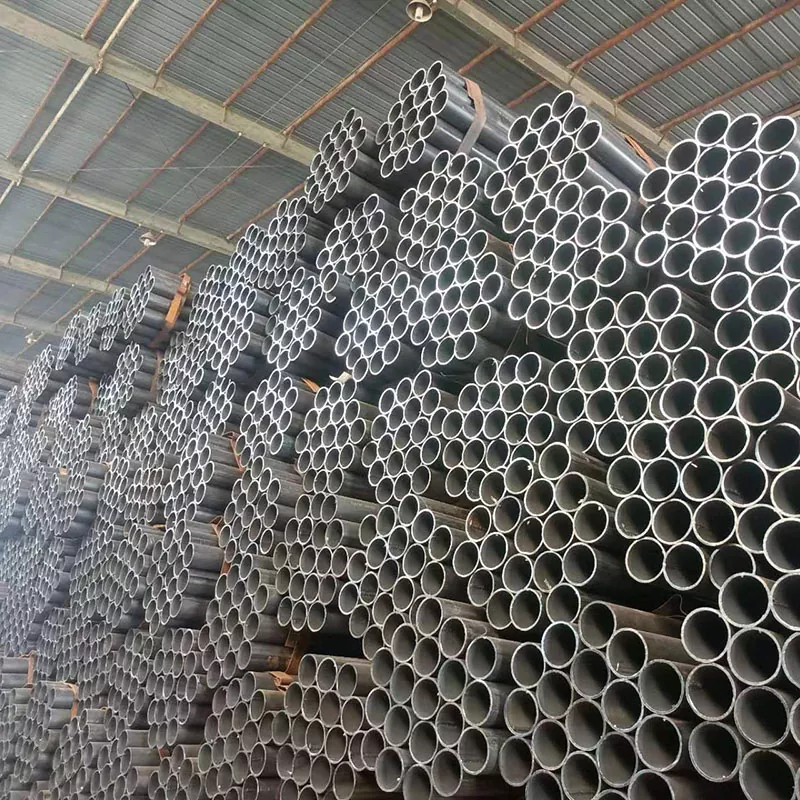


ท่อเชื่อมตามยาว
ท่อเชื่อมตามยาวที่ผลิตโดยผู้ผลิต Xinlida เป็นแผ่นเหล็กหรือแถบเหล็กรีดเชื่อมเป็นเส้นตรงโดยเทคโนโลยีการเชื่อม (เช่นการเชื่อมด้วยความถี่สูงหรือการเชื่อมอาร์กใต้น้ำ) เพื่อสร้างโครงสร้างท่อ เมื่อเปรียบเทียบกับท่อเหล็กไร้ตะเข็บกระบวนการผลิตของท่อเหล็กตะเข็บตรงนั้นง่ายและต้นทุนต่ำ แต่ความแข็งแรงของการเชื่อมอาจต่ำกว่าท่อเหล็กไร้ตะเข็บเล็กน้อย
ส่งคำถาม
รายละเอียดสินค้า
กระบวนการผลิตท่อเชื่อมตามยาวเป็นไปตามกระบวนการหลักของ "การปรับสภาพวัตถุดิบ - การขึ้นรูป - การเชื่อม - การตกแต่ง" และแต่ละขั้นตอนจะเกี่ยวข้องกับการควบคุมความแม่นยำและความแข็งแรง วิธีการประกอบด้วยขั้นตอนต่อไปนี้: ขั้นแรก การเตรียมวัตถุดิบ การเลือกแถบเหล็กรีดร้อนหรือแผ่นม้วนเป็นวัสดุฐาน การตัดแถบเหล็กให้มีความกว้างที่สอดคล้องกับข้อกำหนดเส้นผ่านศูนย์กลางของท่อผ่านเครื่องตัด จากนั้นทำการปรับระดับและกำจัดสนิมเพื่อเอาพื้นผิวออก เกล็ดออกไซด์และสิ่งสกปรกเพื่อหลีกเลี่ยงผลกระทบต่อคุณภาพการเชื่อม จากนั้นเข้าสู่ขั้นตอนการขึ้นรูป โดยแถบเหล็กจะค่อยๆ โค้งงอเป็นช่องว่างของท่อกลมเปิด (หรือช่องว่างของท่อสี่เหลี่ยมหรือสี่เหลี่ยม) โดยใช้เครื่องขึ้นรูปลูกกลิ้งแบบต่อเนื่อง เพื่อให้แน่ใจว่าขอบของช่องว่างของท่ออยู่ในแนวเดียวกันและความโค้งสม่ำเสมอ และวางรากฐานสำหรับการเชื่อมครั้งต่อไป
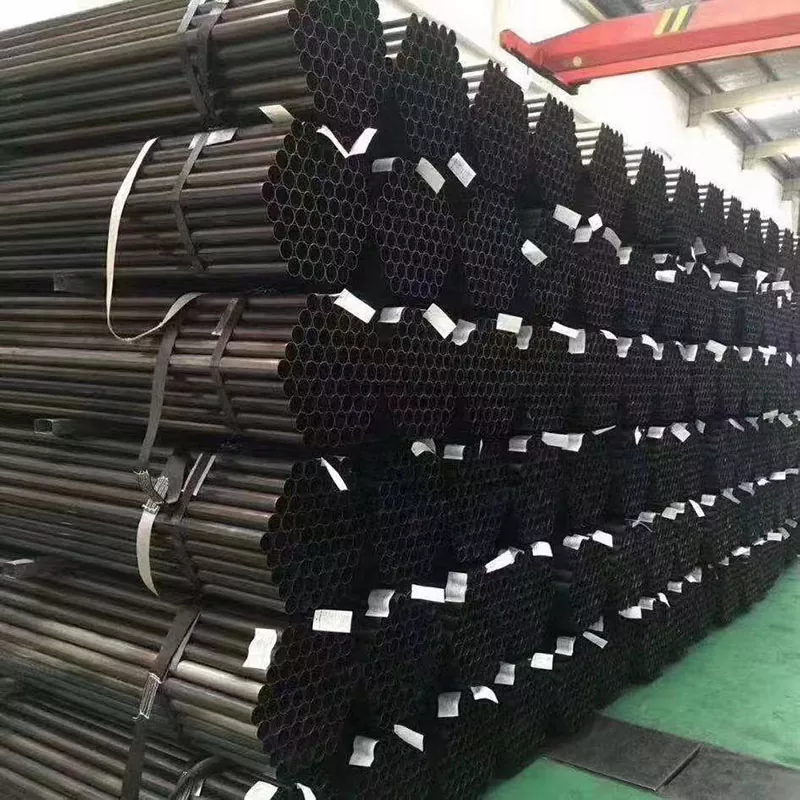


หลังจากการขึ้นรูป หลอดว่างจะเข้าสู่จุดเชื่อมทันที และกระแสหลักใช้การเชื่อมแบบเหนี่ยวนำความถี่สูงหรือการเชื่อมอาร์ก: การเชื่อมความถี่สูงใช้การเหนี่ยวนำแม่เหล็กไฟฟ้าเพื่อให้ความร้อนที่ขอบของท่อว่างอย่างรวดเร็วจนอยู่ในสถานะหลอมเหลว จากนั้นการเชื่อมจะเสร็จสิ้นโดยการกดลูกกลิ้งอัดขึ้นรูป และความแข็งแรงของการเชื่อมอยู่ใกล้กับโลหะฐาน การเชื่อมอาร์กเหมาะสำหรับท่อที่มีผนังหนา และการเชื่อมต่อทำได้โดยการเติมสระหลอมเหลวด้วยอิเล็กโทรดหรือลวดเชื่อม หลังจากการเชื่อมแล้ว การตรวจสอบการเชื่อม (เช่น การตรวจสอบด้วยอัลตราโซนิกและการเอ็กซ์เรย์) จะต้องดำเนินการเพื่อกำจัดข้อบกพร่อง เช่น รูพรุนและรอยแตก ปรับเทียบเส้นผ่านศูนย์กลางของท่อด้วยเครื่องปรับขนาด แก้ไขความตรงด้วยเครื่องยืด และสุดท้ายก็ตัดเป็นความยาวคงที่ และดำเนินการแปรรูปพื้นผิวส่วนปลายและการรักษาป้องกันการกัดกร่อน (เช่น การชุบสังกะสีและการทาสี) เพื่อให้ได้รูปทรงตรงที่ผ่านการรับรองในที่สุด ผลิตภัณฑ์ท่อเชื่อม


แท็กยอดนิยม: ท่อเชื่อมตามยาวของจีน
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง





